【ノウハウ】3DプリンターFDM方式の5つの弱点 [ノウハウ]
現在個人向けで主流となっているのは、加熱したノズルから溶かした樹脂を押し出しながら1層ずつ積みあげていく、「FDM方式」と呼ばれるものだ。
今回はこの方式、固有の弱点や注意点にスポットを当て説明していきたい。
スポンサーリンク
◆垂直方向の段差
FDM方式は出力したいものを”輪切り”にして積み上げる方法である。そんな造形スタイルの特性上
垂直方向(z方向)にはどうしても細かい段差が発生してしまうのだ。
垂直方向の精度は、積み上げる間隔=「積層ピッチ」で決まる。
例えば、積層ピッチが0.4mmであれば、0.2mmや0.3mmといった積層ピッチよりも細かな高さの違いは表現することができない。
積層ピッチを細かくすれば、それだけ細かい高さ方向(z方向)の違いを表現することが可能となるが、その分時間が多くかかり、どちらを選択するかは、まさにトレードオフといったところだ。
◆水平方向の作り込み精度も0.数mmが限界
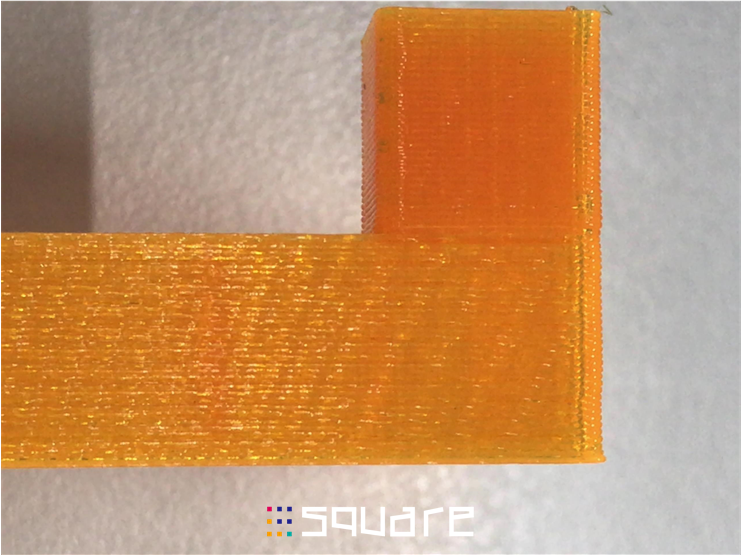
z方向に比べて水平方向(xy方向)は比較的高精度である。とはいっても、ノズル直径が0.4mm程度なので、それよりも細かい凹凸や鋭い角は、潰れたり、丸みをもってしまうのは、まぎれもないネガティブポイント。
図面上では90°の直角であっても実際の出力した "角" はR0.4mm(ノズル直径)が限界といったところだろう。
スポンサーリンク
◆表面がザラつく
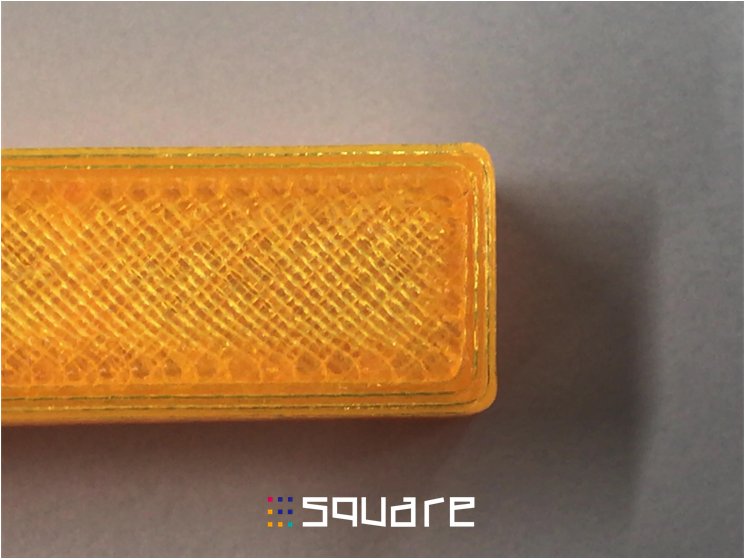
 方式でつくった造形物は、積層するときに多少の凹凸が残り、積層した部分で光が乱反射するため、その表面はザラついた見た目となる。
方式でつくった造形物は、積層するときに多少の凹凸が残り、積層した部分で光が乱反射するため、その表面はザラついた見た目となる。クリアタイプのフィラメントを使用しても、上記の理由からクリスタルのような透明感のあるモノには仕上げることはできない。
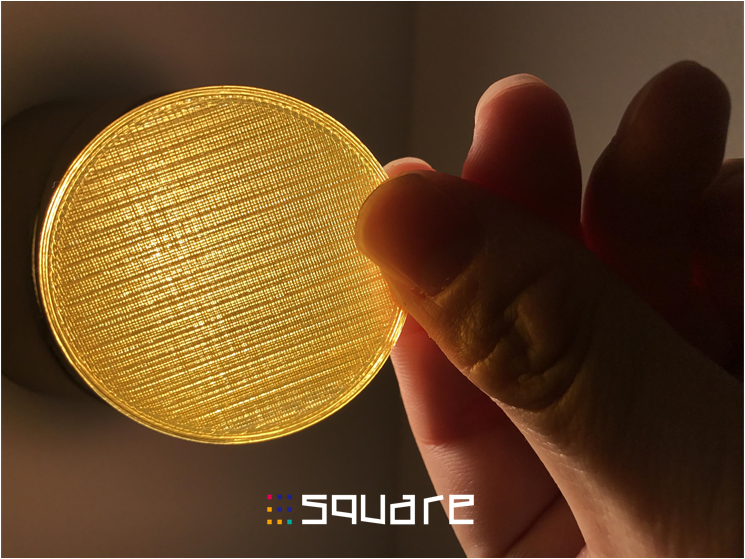
今回使用したのオレンジ色のフェラメントは、実際にはクリアオレンジで造形前のリール時点では透き通ったオレンジ色をしていたが、造形後は案の定クリアオレンジとは言い難い姿となった。
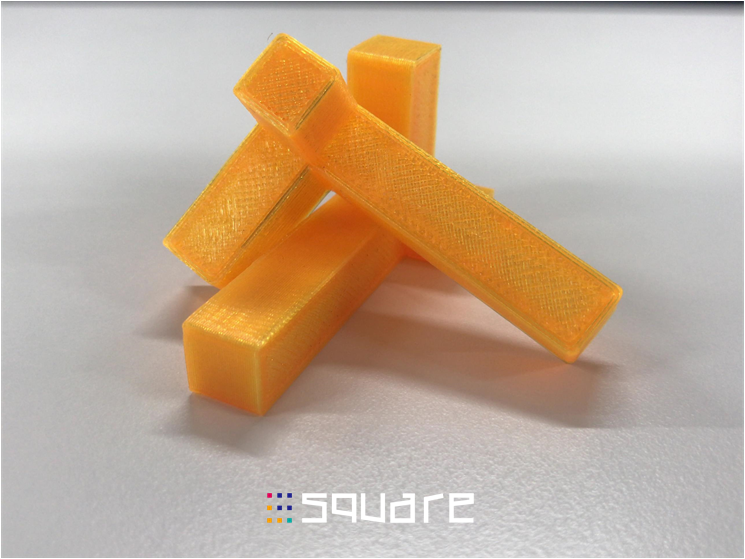
◆層と層の間が壊れやすい
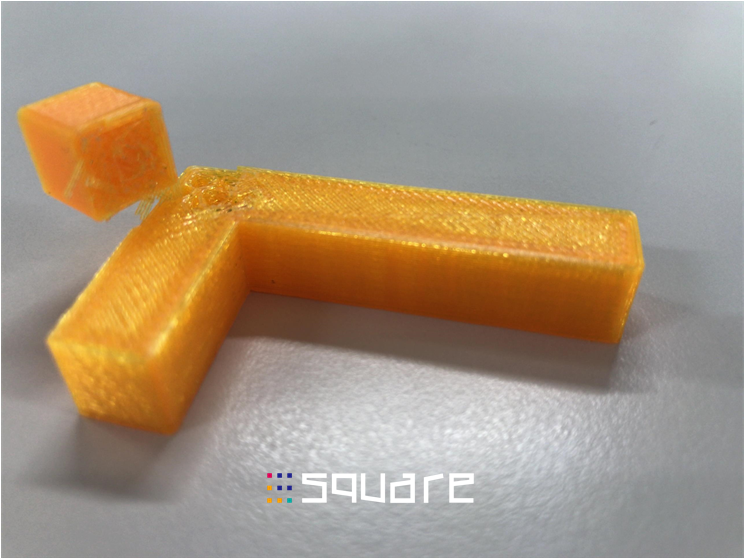 ていくという特性上、積層された層同士の境界は樹脂単体よりも弱く、そして割れやすくなる。輪切り部分で折れるような "力" がかかりそうな部分については、全体の向きを変えて出力したり、別パーツとして出力したり、厚みや幅を増やして強度を上げるなどの工夫が必要となる。
ていくという特性上、積層された層同士の境界は樹脂単体よりも弱く、そして割れやすくなる。輪切り部分で折れるような "力" がかかりそうな部分については、全体の向きを変えて出力したり、別パーツとして出力したり、厚みや幅を増やして強度を上げるなどの工夫が必要となる。◆中空には出力できない
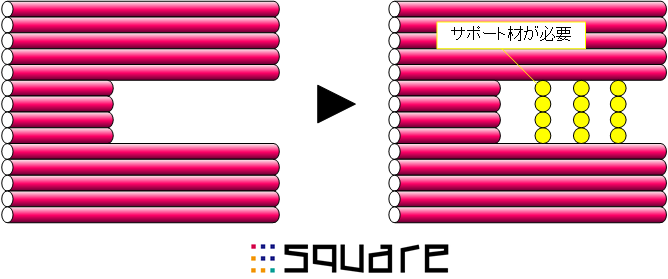 ような造形物の場合、下に何もない状態では樹脂が垂れて造形ができない。
ような造形物の場合、下に何もない状態では樹脂が垂れて造形ができない。例えば、「気をつけ」をしている人物の立像を下から出力していくと、突然中空に指先が現れることになる。このような形状の時は向きを変えたり、下に支柱(サポート)を生成し、出力後に切り取るといった工夫が必要になる。
サポートは手動で作成する必要はない。後に説明する「スライサ」と呼ばれるソフトウェアが自動的に生成してくれるのだ。
筆者がもっている3Dプリンターのようにノズルが一つの機種はサポート材とメインの材料が同じフェラメントで出力されるのだが、ノズルが2つの機種では、サポート材として別ノズル、別フェラメントで造形し、サポート材のみ溶かせたり、分かりやすいように、色を分けたりできる機種も存在する。
いずれにしても、この世に重力というのがある限り、モノを宙に浮かせて造形するなんてのは不可能だ。先ほどの人物の立像も、足から造形していくのではなく、モデルを上下反転させ、頭から出力すれば解決しそうな問題でもある。
ということで、5点ほどFDM方式のネガティブポイントを挙げた。3Dプリンタの歴史は浅く、まだまだ発展途上の機械であることに違いはない。だからこそ、弱点をしっかり理解した上で、「機械」を「道具」として使いこなせるようになれば、現時点の3Dプリンターでも十二分に実用的なモノになる。
スポンサードリンク

コチラも是非ご覧ください


他の記事もどうぞ!!