噂の光造形3Dプリンター「G3D T-1000」とりあえず使ってみた。 [3Dプリンター]

みなさん。
大変お待たせしました!!!!!
噂の光造形3Dプリンター「G3D T-1000」についてその後多くの問い合わせ、コメントをいただき、ありがとうございました。
前回の記事はコチラです。

いかんせん探り探りで、そもそも光造形が初だったせいか、かなり手こずった。
スポンサーリンク
ソフトの使い勝手が...
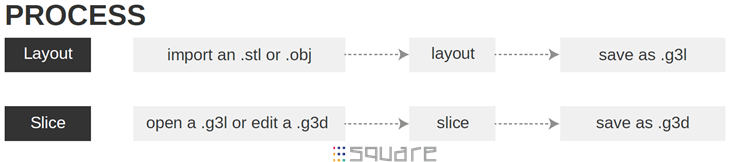
まずスライサーソフト?といったら良いのか、G3D T-1000では独自ソフトの「G3DLayout」を使ってパーツのレイアウトやらサポート、その細かいパラメーターを設定する。言わばレイアウト機能とスライサー機能が入った専用ソフトであるが、使い勝手が少し変わっていて、「G3DLayout」ではお馴染みの「.STLファイル」をまずレイアウトを確定し「.G3Lファイル」というファイルに変換する。その「.G3Lファイル」を読み込みスライサーをかけ最終形態としては「.G3Dファイル」となる。
またスライサー処理は全てCPUに頼っており、CPU負荷100%が10分以上続くこともしばしば。この辺り、拡張子をオープンソースにすればもっと軽いソフトも生まれてきそうな気がするが...
ソフトの出来が悪いのか自分が無知なだけか知らんが、とにかくFDM方式で使用していた「Cura」や「RepetierHost」とは訳が違うのだ。日本語化は愚か、サポート(支柱)も一本一本手作業で立てていかないとダメ。。。
まぁこの辺りは今後のアップデートに期待することとしよう。
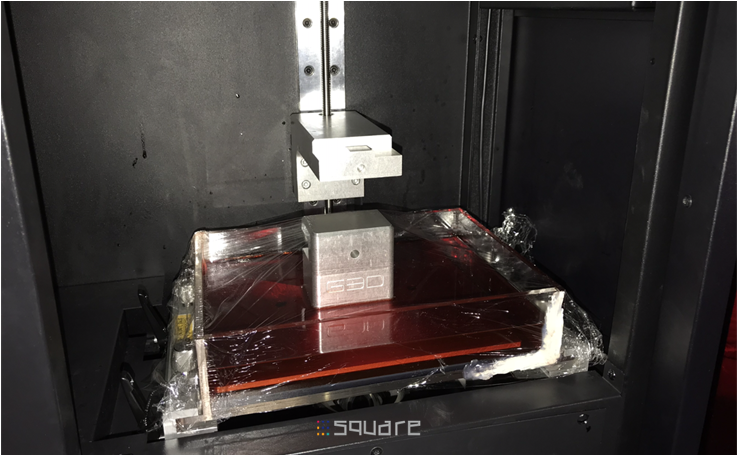
「G3D T-1000」の基本的な造形方法は下部から上方向に向かって赤外線が照射され透明バットに入ったレジン液が硬化するといった仕組みである。ビルドプレートとレジン液の隙間はちょうど一層分の隙間となるように一層一層、硬化をしてはプレートが上に持ち上がり、レジン液が次の層に入り込むような動作をする。初期層および各層での硬化時間は調整可能だ。
なんやかんや言ってもとりあえず、形にはなったのがコレ
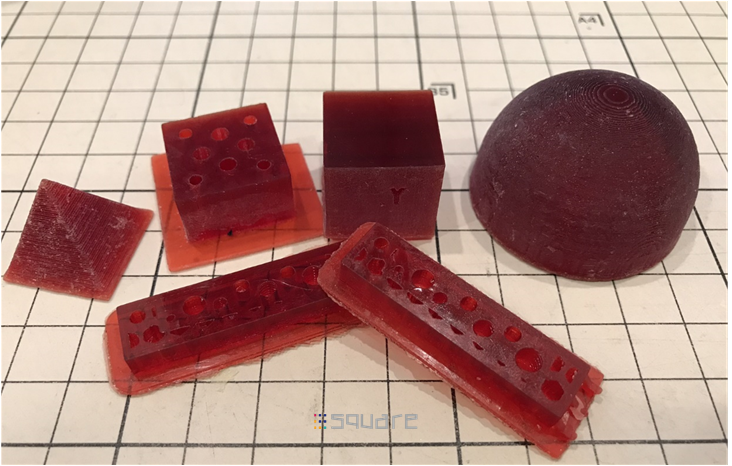
何って訳ではないが、四角や丸など、基本的な形状を出力し、寸法のズレ積層面の確認などを行った。
「G3D T-1000」ではZ軸(高さ方向)を最小7.5μmで造形できる。分かりやすく言うと髪の毛の1/10程度の表現が可能なるということ。ちなみにXY軸(横&奥行き)は175μmが最小精度である。
例えば以下のデータのような側面に高さ1mmほどのアルファベットの羅列も印刷は可能となる。
少々見にくいが、てかめちゃくちゃ見にくいがしっかりとサイドにアルファベットが印刷されている。
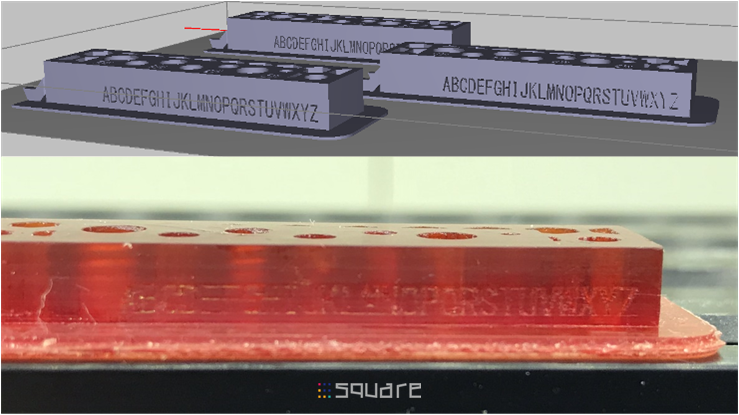
さすがにFDM方式でこの印刷は不可能だろう。またネジや六角穴などもそこそこの精度で出力は可能である。
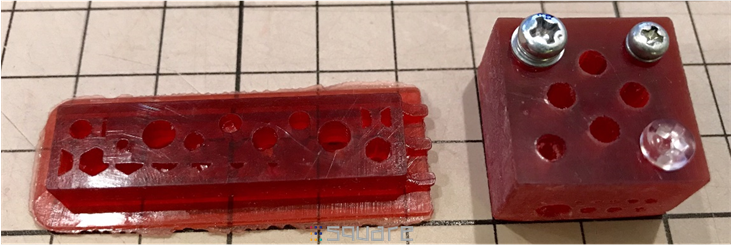
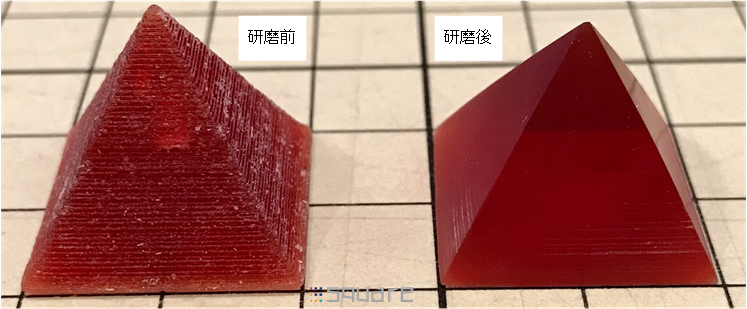
またレジンは研磨性にも優れておりご覧の通り研磨すれば表面はとても綺麗に仕上がる。
こんな感じでとりあえず形にはなった。...が、ここまで来るのには実はかなりの労力と苦労を費やしている。
ここからは具体的に本機のネガティブポイントを上げていこうと思う。
スポンサーリンク
苦労その1
ビルドプレートに着かない
FDM方式の3Dプリンターでいう「ステージ」にあたる部分が光造形の場合は「ビルドプレート」と言い、造形時は接着面が下側にくる。つまり宙吊りされた状態で造形されていく。FDM方式の時では味方となった重力もここでは敵と化してしまう。普通の四角でも途中で剥がれてしまい何度か失敗に散った。
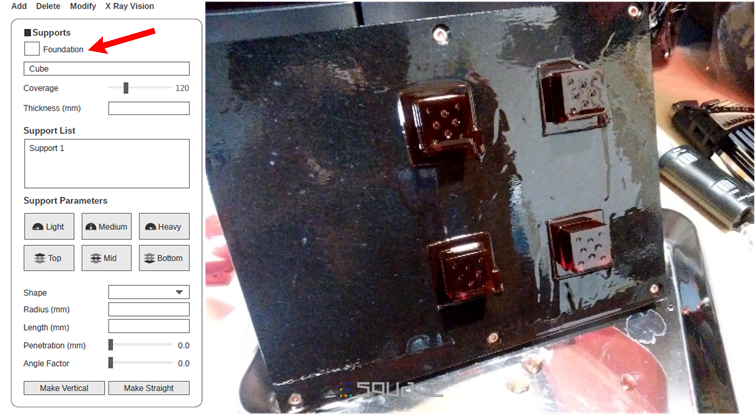
解決策は大きめの基礎(G3DLayoutではFoundationという項目)を着けてやること。またはSTLデータ自体に基礎を設けてあげること。単純にビルドプレートとの接着面を増やせば今のところ成功する確率は上がる。
苦労その2
造形中に確認ができない
FDM方式の3Dプリンターであれば、ステージはオープンで常に造形物を確認でき、なにかトラブルがあればすぐに停止し次の行動に移れたのだが、「G3D T-1000」ではそれがほぼ不可能に近い。とくにトラブルの多い初期層はレジン液に邪魔されて造形中のブツは完全に見えない。
解決策は透明のレジン液を使用すること。試してはいないので確かでないが、今使用しているの赤色レジンよりはマシだと思う。
ただし、光造形で照射する紫外線は人体に有害で目視した場合、最悪失明の危険も潜んでいるので確認する際はくれぐれも保護メガネ等の安全具は忘れずに!
苦労その3
レジン液は結構臭い!
あの独特な臭い...耐えられないわけじゃないけど結構臭い。有害ではないが換気したほうが無難。
ただし使用するレジンによって臭いも様々なよう。
苦労その4
造形後の洗浄、後処理が大変
レジン液は油に似た性質で水で洗ってもなかなか落ちない。筆者の場合は食器用洗剤、且つお湯を使用して造形物やバットを洗浄ている。マニュアルによると「イソプロピルアルコール」を推奨していた。

ただしこのイソプロピルアルコールってやつ、揮発性&可燃性がスッゲー高いので取り扱いには十二分に注意が必要だそう。筆者は怖くて使ってません...
また洗浄する場所にも注意が必要。日中の屋外で洗うと残ったレジン液が紫外線で硬化してしまうのだ!
使用後の余ったレジン液は本来であればザルでこして再びボトルの中に入れておくのだが、最近はメンドくさくなってバットにレジン液を入れたまま、このようにブレードを液面につけて更にラップで包んで保管している。今のところ、この方法で問題なく使用が可能だ!
...で実際どぉーなの?
みなさんが気になるのはココですよね。実際に使えるのか否か。使えたとしてもDIYレベルなのか業務レベルなのか、といったところだが、今のところ筆者の技量ではDIYレベルにも達していないというのが正直な感想である。ただコレは使う人の技量と本プリンターを使う人が増えてコミュニティーが生まれれば、技量の共有化も可能になるため決して諦めたわけでもない。むしろ形になった時点で、モノにした感はあったし、今後も長い付き合いで本機のノウハウを当ブログで紹介していきたいと思う。
スポンサードリンク

コチラも是非ご覧ください


他の記事もどうぞ!!